型材·擠出
工藝簡介(jiè)
將鋁棒(或銅)加熱到(dào)再結晶溫度以上進行擠壓,迫使金(jīn)屬產生定向變形,從模具的模孔中擠出,再經矯直等工藝獲得製品的方法。
 鋁擠出設備
鋁擠出設備
擠出(chū)的原理,有點類似擠牙膏。
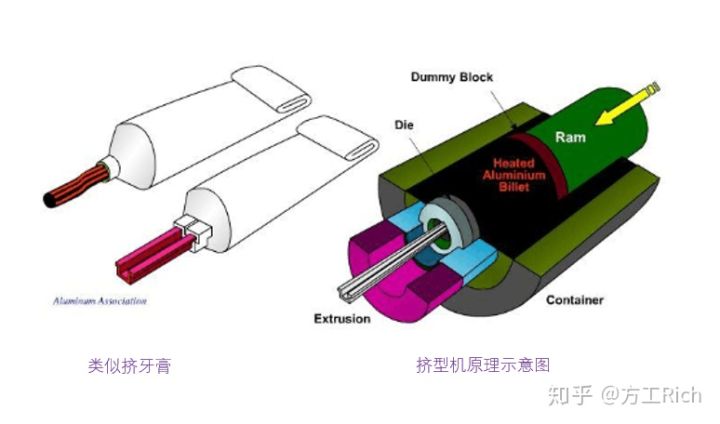 擠型原理圖
擠型原理圖
家裏(lǐ)鋁合金門窗的(de)邊框,工廠(chǎng)內一些設備框體都是型材(cái)擠出的。型材擠出後獲(huò)得的是統一截麵的拉伸體,當然(rán),要獲得最終製品(pǐn),一般還需要後續的加(jiā)工作業。下圖展示了一些典型的型材擠出(chū)應用案例。
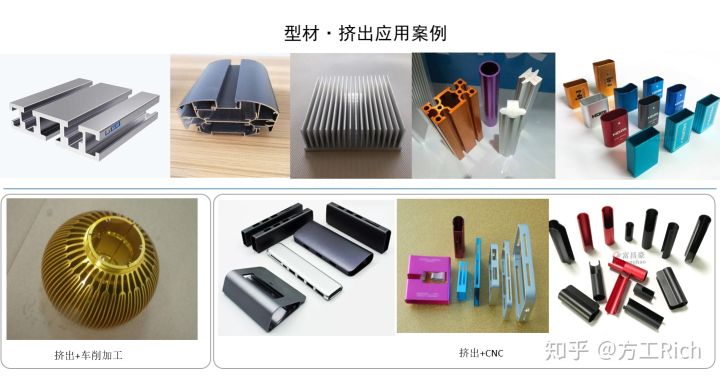 型材擠(jǐ)出應用案例
型材擠(jǐ)出應用案例
機型機台配(pèi)合不(bú)同的模具,可以生產不同截麵形狀(zhuàng)的製品,要獲(huò)得優(yōu)良製品,截麵的設計和(hé)模(mó)具結構是關鍵。下圖展示的(de)是擠型模具的結構。
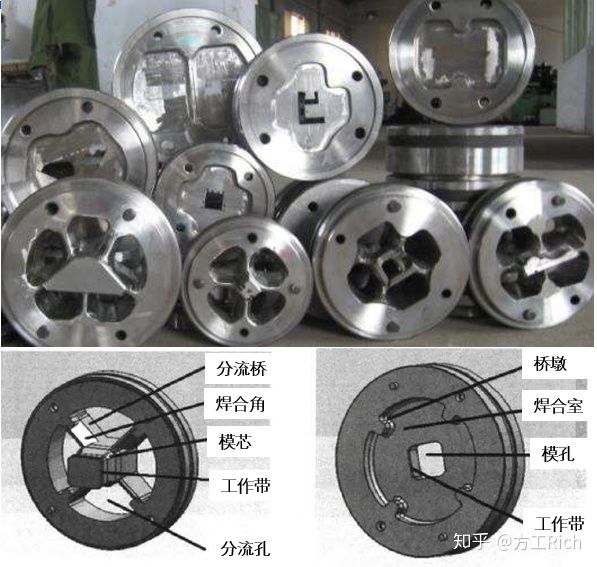 型材擠出模(mó)具結構
型材擠出模(mó)具結構
值得注意的是,由於模芯需要固(gù)定,模具結構中不可避免(miǎn)的存在分流(liú)橋結構,當鋁流(或其他擠型金屬流)流通過分流橋後,會在母模的存(cún)料室中熔合,分流橋部位的鋁流會因較慢熔合形成合模線(xiàn)。這些合模線在素材上有時不太明顯(xiǎn),當製(zhì)品做表麵處理後(hòu)(如陽極氧化(huà))會放大,有(yǒu)時會明顯可見。如(rú)對外觀要求高的產品,在(zài)開模時需要考慮這個因素。
壓鑄
壓鑄(zhù)適用材料:鑄鐵,鑄銅,鋁(lǚ)合金,鋅合金(jīn),鎂合金(jīn)
原理:利用高(gāo)壓將液態金屬壓(yā)入模具內,經過結晶、冷卻後獲得製品的方(fāng)法。
 鋅合(hé)金壓(yā)鑄機
鋅合(hé)金壓(yā)鑄機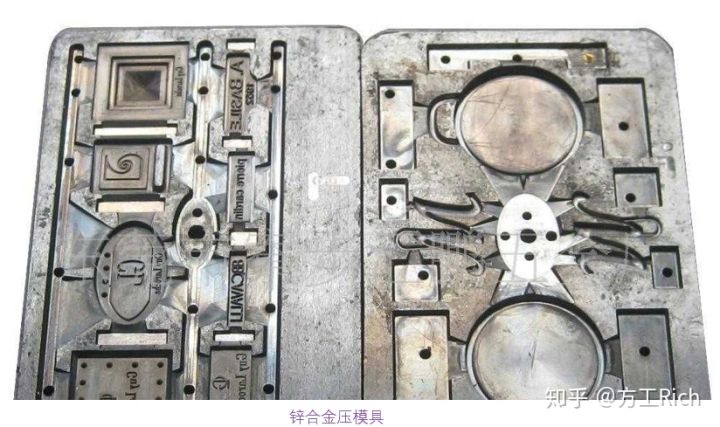 鋅合金壓鑄模具
鋅合金壓鑄模具
壓鑄工序需要經過原材料熔煉,壓鑄成型,去渣料,和表麵處理等工藝。壓鑄由於是高溫液態金屬進入到(dào)模具型腔中(zhōng)固化成型,先進入模具型腔中的金(jīn)屬液體容易與空氣中的氧發生氧化反應而影響產品品(pǐn)質,因此(cǐ)壓(yā)鑄模具(jù)都會設(shè)計渣包來儲(chǔ)存(cún)這些被氧化的渣料。
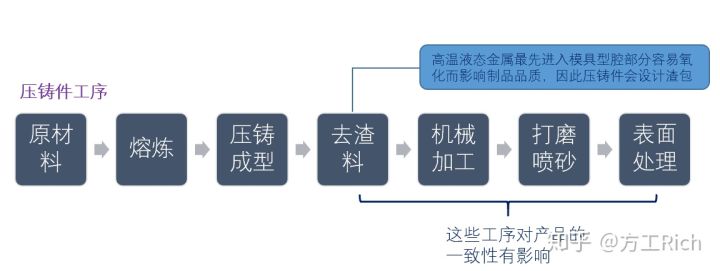 壓鑄件加工工序
壓鑄件加工工序 壓(yā)鑄件(jiàn)出模後的製品
壓(yā)鑄件(jiàn)出模後的製品
上圖可以看到,水口(kǒu)和渣包要占據相當大一(yī)部分。壓鑄件出模後,還需要經過去水口(kǒu)、渣包工藝,通常還需要視產品要求對表麵進行打磨,拋光,噴砂和機械加工(gōng),最後還需要進行表麵處理。而去(qù)水口,渣料,和打磨部分會對產品的一致(zhì)性會有些影響,對於產品外觀和尺寸(cùn)要求很高的產品需要注(zhù)意。
善於觀察的看官們,可以對照上述(shù)壓鑄的工藝特點來找找生活中常見的壓鑄件製品。下(xià)圖是我找的一些案例,供參考。
 壓鑄應用案例
壓鑄應用案例
衝壓
衝壓(yā)工藝(yì)適用範圍:薄壁金(jīn)屬板材(鈑金)成型。
原理:利用衝(chōng)床或油壓機的壓(yā)力,配合模具將板料進行剪切、變(biàn)形、折彎(wān)等(děng)工藝(yì)來獲得製品的方法。
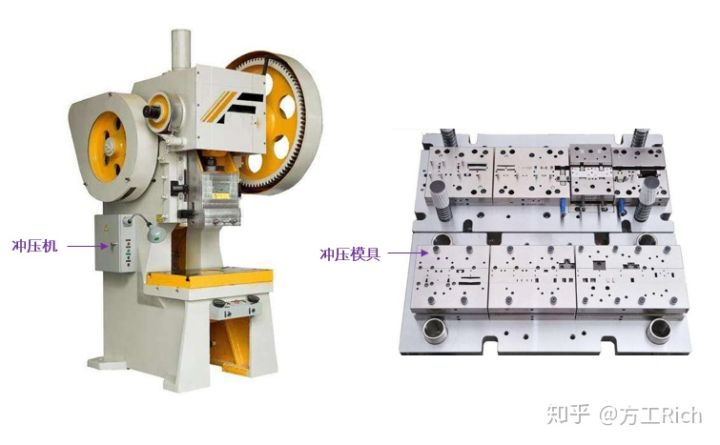 衝壓機台(tái)與模具
衝壓機台(tái)與模具
衝壓模具的種類豐(fēng)富(fù),根據衝壓的工藝(yì)特點分為剪切模、折彎模、成型模、鉚(mǎo)合模等等。一(yī)個衝壓製品可能是由(yóu)多副模具(jù)完成加工的,每(měi)副模具(jù)完(wán)成一個或幾個獨立的特征(zhēng)加工,每(měi)副需要一台(tái)衝壓機床。這(zhè)種模具教科書裏叫(jiào)級進模,台灣工廠也叫工站模。也可以將所有工序集中在一套模具內(nèi)完成,這種模具叫連續模。連續(xù)模需要更大噸位的(de)機台,模具造價也高,但是生產效率高。
 常見衝壓工序分類
常見衝壓工序分類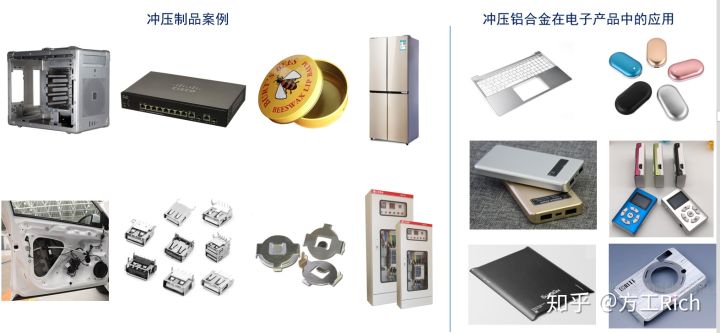 衝壓件案(àn)例
衝壓件案(àn)例
拉深模是一種特殊的衝壓模(mó),可以將一塊平板材料拉伸成杯狀體。材料選擇也需要選擇適(shì)合深抽的材料,拉深深度比較深(shēn)的話,則不能(néng)一次拉深到位,需要(yào)進行多次拉深。
 拉深應用案例
拉深應用案例
CNC
CNC是多軸(zhóu)數控(kòng)加工的簡稱,配合不同的刀具,幾乎可以加工任(rèn)何形狀。
原理:工具工件形狀將道路編寫成程序,有程序控製機床主軸刀具對工件進行(háng)切削加工。
特點:加工範圍廣,精度高,但加工昂貴。
 CNC機台
CNC機台 CNC加工手機殼
CNC加工手機殼
CNC為切削加工,加工成本於去除材料的體積成(chéng)正比關係,加工成本高。廣泛應用於模具加工,機械設備加工, 和小批量樣機製作。在快消產品中常作為擠型/衝壓/壓鑄等模製工序的後處理工(gōng)序。(前(qián)工序模具製造為CNC毛坯(pī),可以大幅減小CNC切削量(liàng),因(yīn)此可(kě)以降低CNC成本)
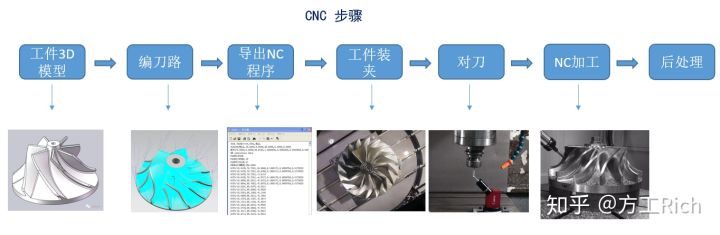 CNC的加工(gōng)步驟
CNC的加工(gōng)步驟
上圖說明的是CNC的(de)加工步驟,根據工件的3D模型(xíng)編刀路,然(rán)後(hòu)導出NC程序到數控機台,再經工件裝夾,對刀,使得工件的(de)編程原點和機台加工(gōng)的原(yuán)點重合。
CNC編程和加工很講究經驗(yàn)和技巧,有專業的論壇(tán)討論相關技術問題。曾經公司弄了台精雕機,當時沒(méi)有人操作。我(wǒ)自學UG編程,學對刀和操機。那兩年時間產品結(jié)構自己設計,樣機也自己加工。塑料外(wài)殼分麵加工還需要打石膏做支撐,現在(zài)回過(guò)頭想想其實也挺有趣的(de)。做樣機時經常會(huì)碰到一些清角(jiǎo)和清根(gēn)的問(wèn)題,加工過(guò)程中遇到的一些工(gōng)藝問題(tí)反過來其實也能對結(jié)構設計優化帶來一些思考。
 CNC應用案例
CNC應用案例
粉末冶金
簡介: 粉末冶金用(yòng)金屬(shǔ)粉末(或金屬粉末與非(fēi)金屬粉末的混合物)作(zuò)為原料,經過成(chéng)形和燒結,製造製品的工藝技(jì)術。
與金屬鑄造(zào)/壓鑄相比,粉末冶金更適合於難熔金屬和小尺寸精密結構件。但是成形過程中(zhōng)粉末流動性不如液態金屬,因此結構形狀有一(yī)定限製,製品強度也低於(yú)鑄件。
粉末冶金壓模成本(běn)高,一般隻適用於大批(pī)生產。
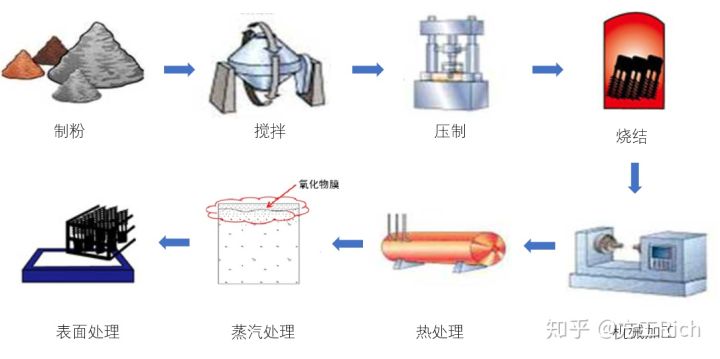 粉末冶金工藝流程簡介
粉末冶金工藝流程簡介 粉末冶金應用(yòng)案例
粉末冶金應用(yòng)案例
金屬製品往(wǎng)往需要進行表麵處理,表麵處理前(qián)需要做一些前置處理。
表麵處理前置處理·打磨/拋光(guāng)
原理:利(lì)用砂輪或布輪在製品表麵打磨,去除製品表麵的原始加工痕跡或表麵缺陷的加工方法。
備注:壓鑄件出模後表麵會有毛刺、顆粒和不均勻的氧化(huà)層;擠出加(jiā)工製品表麵也會留(liú)下(xià)拉絲痕跡。通常壓鑄製品和擠型製品在做表麵處(chù)理前需要做打磨(mó)和拋光處理。
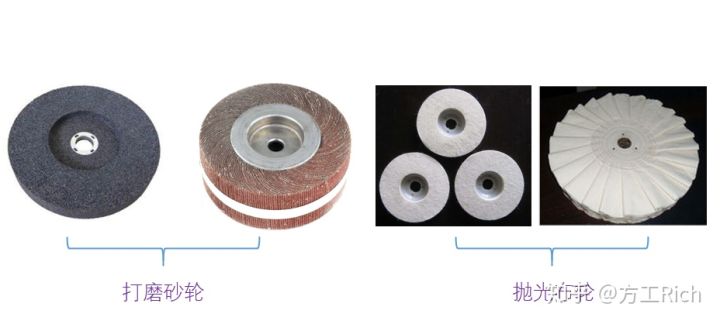 打磨砂輪和拋光布輪
打磨砂輪和拋光布輪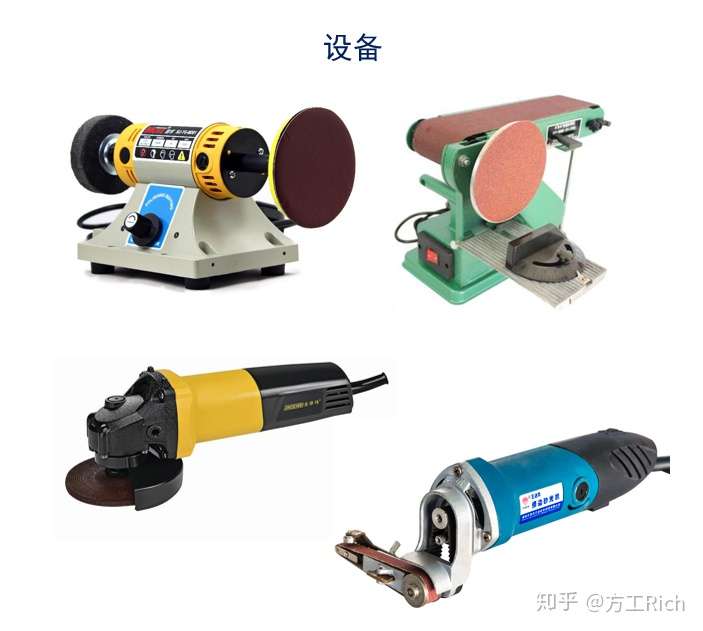 打磨和拋光用的(de)設備
打磨和拋光用的(de)設備
表麵處理前置(zhì)處理(lǐ)·噴砂
噴砂機是(shì)采用壓縮空氣為動力,以(yǐ)形(xíng)成高速噴射束將噴料(liào)高速噴射(shè)到被需處理工件表麵,使工件表麵的外表麵的機(jī)械性能發生變化的(de)一種機(jī)器。
產品表麵粗糙度,由砂料目數和噴砂時間決定。
 噴砂設備和噴砂作業
噴砂設備和噴砂作業
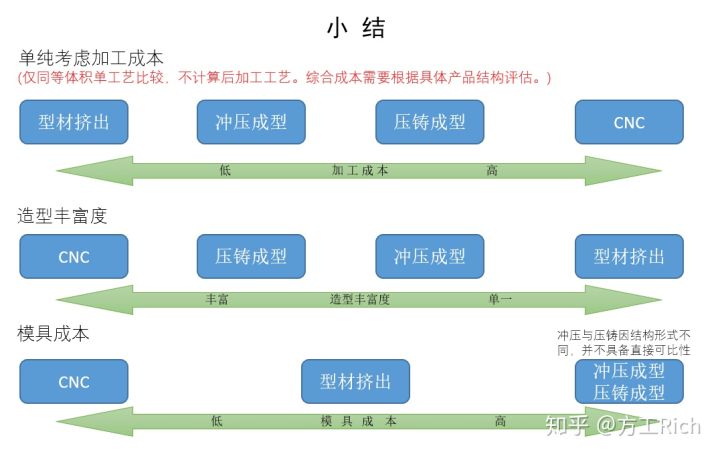
此處做一個小結,從(cóng)加工成本,造型和結構的(de)豐(fēng)富程度以及模具成(chéng)本方便考量做個簡單的對比。僅僅作(zuò)為參考(kǎo),畢竟具體考量還需要根據具體的結構和工藝而定。
 幾種加工(gōng)工藝對比
幾種加工(gōng)工藝對比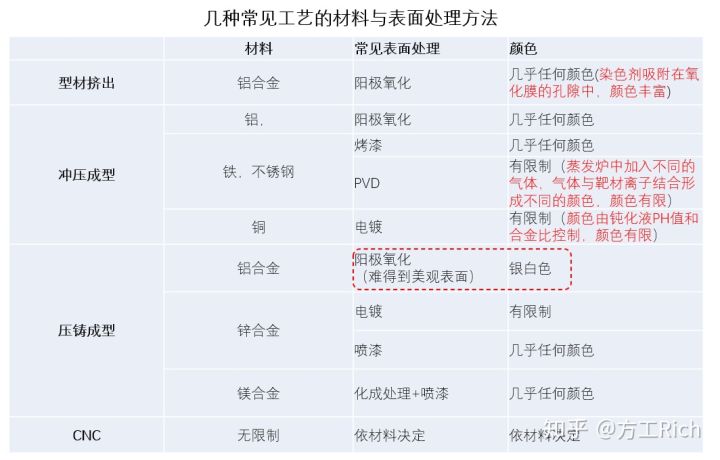 表麵處理工藝對比(bǐ)
表麵處理工藝對比(bǐ)
請注意上圖紅色字(zì)體。上圖(tú)紅色虛(xū)線框說明的是壓(yā)鑄鋁合(hé)金,因材料流動性需要,材料中含有矽,不能氧化上(shàng)色(sè)。采用脫矽氧化,氧化膜(mó)也會發暗,有黑點,光澤性不好。因此,壓鑄鋁(lǚ)合金極少用在外觀要求高的場合(hé)。
以下對傳統機加工以圖片的形式做下簡單介紹,傳統機(jī)加工包含車、鑽、銑、刨、鏜、磨等工藝,經過數百(bǎi)年的發展,至今在生產加工中(zhōng)仍占據很大比例。
車
特征:回轉體加工

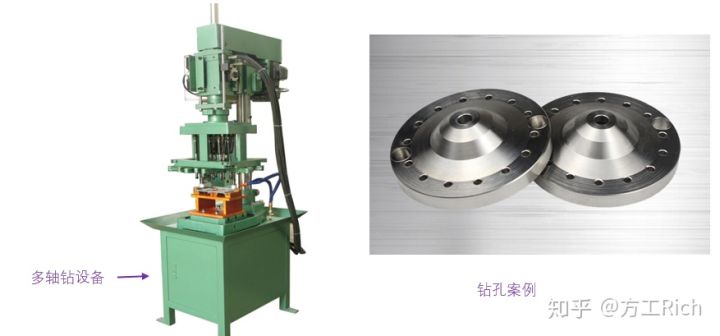
鑽
特征:鑽孔加工,多軸鑽床可用於攻牙(內螺紋加工)
銑
特征:主要用於麵加工。可(kě)裝夾各類銑刀,適合平麵粗加工/精加工,也可加工溝槽和曲麵。
 銑(xǐ)床
銑(xǐ)床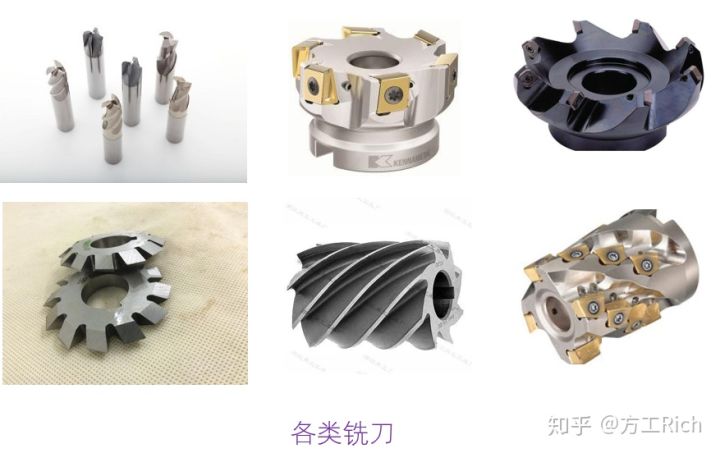
刨
特(tè)征:用於平麵、溝槽粗加工。
加工精度低、生產效率低,除銑床無法加工的大型工件外,基本已被銑床和(hé)CNC取代。
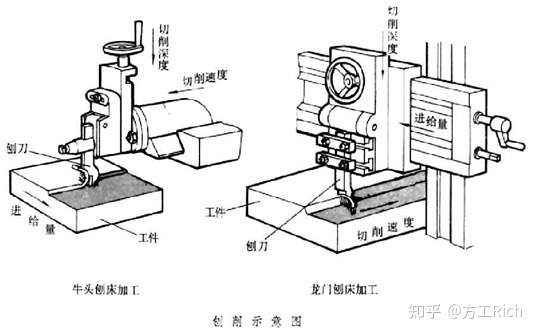 刨(páo)削示意圖
刨(páo)削示意圖
鏜
特征:於對已有的預製孔(kǒng)進行(háng)精加工,或加工內孔(kǒng)溝槽(cáo)。 加工精度和表麵質量高(gāo)於(yú)鑽床(chuáng) 。
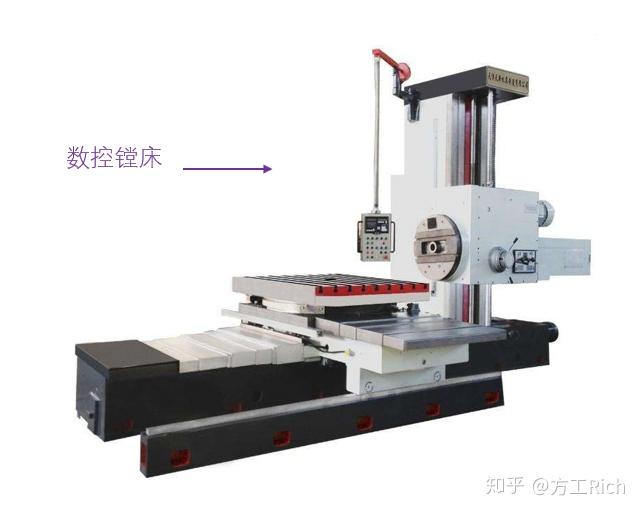
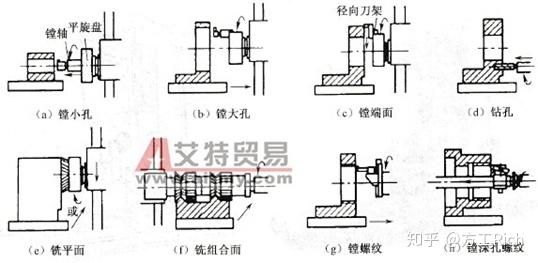 鏜床加工
鏜床加工
磨
特征(zhēng):利用砂輪(lún)等磨具對(duì)工件表麵進行磨削加工,活得高質量的表麵。
 磨(mó)床
磨(mó)床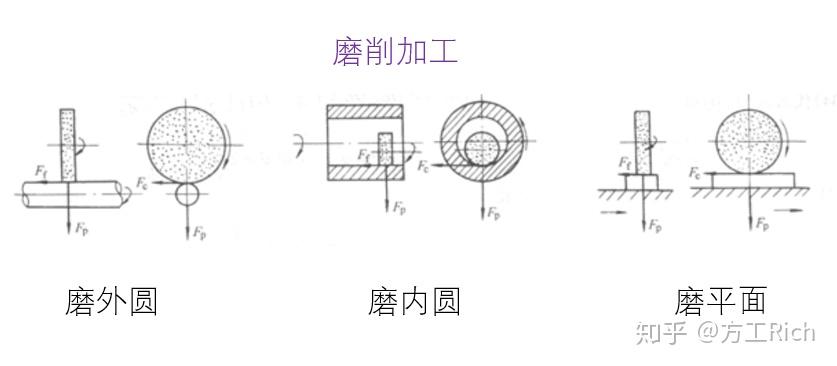 磨(mó)削加工
磨(mó)削加工
文末(mò),在附上(shàng)金屬常見的幾種表麵(miàn)處理方式(shì)簡介。
表麵處理.陽極氧化
對象:鋁(lǚ)及其合金。
原理(lǐ):在電解液(通常為硫酸(suān)液)和特定的工藝條件下,將鋁製品作為陽極(jí),在外加(jiā)電流的作(zuò)用(yòng)下在鋁製品上形成(chéng)一層氧化膜的工藝。
著色:染色劑著色
膜厚:5μm~30μm。
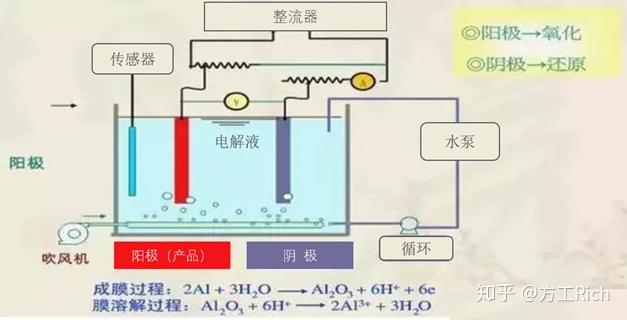 陽極氧化原理(lǐ)圖
陽極氧化原理(lǐ)圖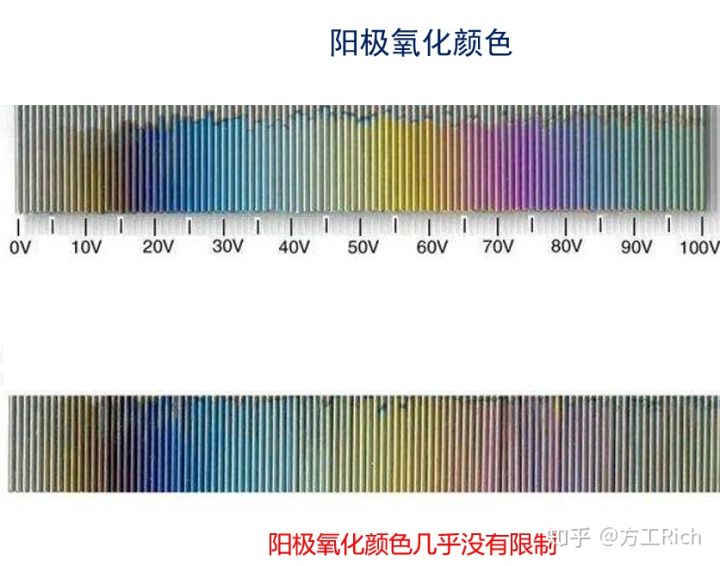
表麵處理.電鍍(水鍍)
對象:鐵、鋅(xīn)、銅等及其合金。
原理:利用點解原理在某些金屬上鍍上一層其他(tā)金屬或合金的過程。工件作為陰極放入電鍍槽中,電鍍槽中的金屬離子在電場的作(zuò)用下經電(diàn)極反應還原成金屬原子在陰極工件上沉積形成電鍍層。
著色(sè):由電鍍液的PH值(zhí)和金屬離(lí)子共同作(zuò)用決定。
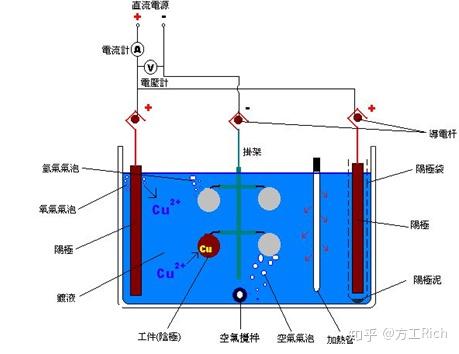 電鍍原理圖
電鍍原理圖 電鍍顏色有限
電鍍顏色有限
表麵處理.PVD(真空鍍)
對象(xiàng):硬質金屬及其合金。(對於鋅合金(jīn)、銅等壓(yā)鑄件需要先化學鍍鉻(gè)後才能做PVD。)
原理:將惰性氣體或反應氣體(tǐ)電離成離子(zǐ),在電場的(de)作用下轟擊靶材(電鍍(dù)消耗的(de)材料),靶材濺射出來(lái)的原子或分子在(zài)電場的加速下沉積在工(gōng)件(jiàn)表麵而(ér)形成電鍍層。(鍍(dù)層具有高硬度,高耐磨性)
著(zhe)色:氣體與靶材(cái)離子作用,共同決定。
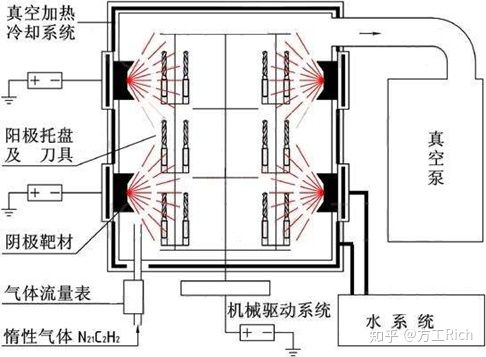 PVD原理圖
PVD原理圖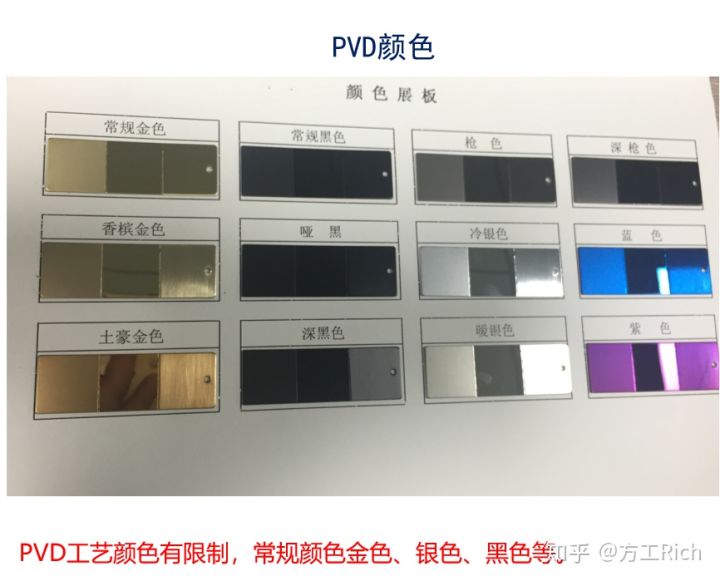 PVD常見顏色
PVD常見顏色
表麵處理.噴塗
對象:金屬或塑料。
原理:利用壓力或靜電力將油漆或粉末附著在工件表(biǎo)麵,並經過烘烤後在工件表麵形(xíng)成防腐蝕的裝飾層。
著色:塗料顏色。
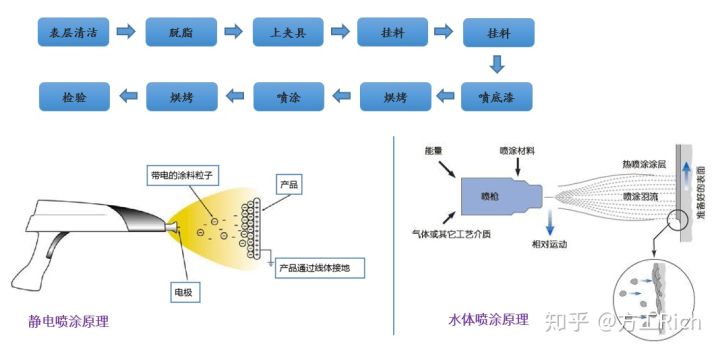 噴塗原理
噴塗原理 噴塗(tú)作業
噴塗(tú)作業


 傳統工藝(yì)
傳統工藝(yì)
 精益求精
精益求精
 與時俱進
與時俱進

製")